Tubos não são redondos
Embora os tubos tenham uma aparência redonda, não são. na verdade eles podem ter ovaliação e outros defeitos dimensionais e, quando os tubos são unidos, qualquer incompatibilidade entre as duas extremidades causa dificuldades de soldagem e áreas de concentração de tensão que podem resultar em fadiga do tubo e até mesmo falha. Medir as extremidades do tubo fornece dados que são usados para girá-los até um ponto ideal onde eles se encaixem melhor antes da soldagem, além de acelerar significativamente o processo de encaixe e minimizar os re-trabalhos por soldagem. O sistema pode ser usado até mesmo com tubos com áreas de formato incomum ou em mau estado.
É dentro deste conceito que os serviços de medição e fit-up de tubos se encaixam, tendo como pontos chave:
- Indicação antecipada do HiLo esperado
- Conheça o projeto HiLo e melhore a qualidade da solda
- Redução do tempo de alinhamento e aumento da produtividade
- Capacidade de ajustar tubos “fora das especificações”
- Redução do tempo de inatividade (reparos, cortes) e minimize o tubos rejeitados
- Seleção de tubos ‘dourados’ para conexões de Tie-in
- Suporte de software global remoto opcional
O equipamento de medição AutoTool

Usando a feramenta de medição a laser AutoTool da OMS, que é pequena o suficiente para ser transportada na bagagem de mão, cada extremidade do tubo é medida em menos de doze segundos, registrando mais de 2.000 pontos de dados internos e externos. A precisão da medição depende do diâmetro do tubo, variando de 0,05mm para tubos até 20″, a menos de 0,3mm para tubos de grande porte. Usando o AutoTool, uma única equipe pode medir até 100 tubos por dia, e qualquer espessura pode ser atendida. Durante essa medição, dados importantes como diâmetro interno (ID), diâmetro externo (OD), ovalização (ooR) e ovalização localizada (LooR) e espessura são coletados, para análise posterior.
Todas as ferramentas vêm com certificados de calibração atualizados e usam um anel de calibração certificado para garantir uma operação com total precisão.
O software SmartFit
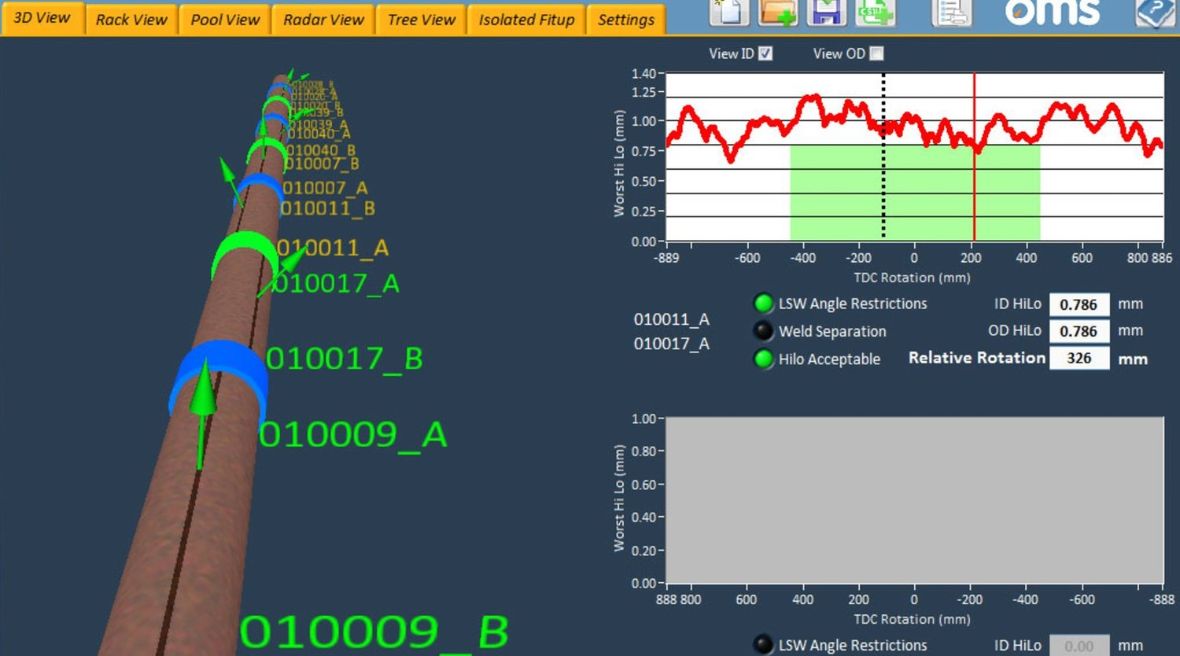
Os dados gerados pelo AutoTool são enviados automaticamente para o software SmartFit, que calcula a melhor rotação que o tubo livre deve ter para se conseguir o menor HiLo (desalinhamento interno e/ou externo) possível, existem situações onde este HiLo não é alcançavel e o tubo livre tem que ser trocado.
Outra análise possível, ao invés de se fazer o encaixe tubo a tubo, é o agrupamento de tubos em familias com proximidades de dimensões para que encaixem mais facilmente durante o processo de soldagem, esta técnica é aplicável quando o HiLo de projeto não é tão restrito. Risers de catenária de aço (SCR) por exemplo tem usualmente um HiLo de 0.5mm e flow-lines entre 0.7 e 3.0mm.
O fit-up reduz o HiLo, levando a construção mais rápida do duto, de forma mais segura por ser mais resistente à fadiga, uma vez que HiLo’s elevados geram maior ponto de estresse na local da solda.
Alguns Exemplos de Aplicação da Tecnologia:
- Evitar ocasionais problemas offhore: nesse cenário, antes que um tubo seja selecionado para soldagem, ele é verificado no banco de dados e é realizado um ajuste de teste que indica o melhor, o pior e o médio ajuste provável quando esses dois tubos são reunidos. Se não houver chance de ajuste em qualquer rotação, este tubo deve ser temporariamente rejeitado até que seja encontrado um tubo que corresponda a ele.
- Melhor instalação de todos os tubos: em vez de apenas rejeitar os tubos que não coincidem, cada tubo é girado até que o melhor ajuste seja alcançado. Essa operação é apenas uma questão de alinhar duas marcas, portanto é relativamente rápida de executar. Posteriormente, o benefício será encontrado no fato de os dois tubos se ajustarem da melhor maneira possível e o processo de soldagem prosseguir com mais facilidade.
- Refinamento de ajuste por classificação local: aqui, os tubos são colocados na fila antes da seleção. Dependendo da análise, dois a trinta tubos podem estar na fila e o software SmartFit determinará em que ordem os tubos serão usados para obter outro nível de melhoria na adaptação. Nesse caso, é muito improvável que um tubo seja rejeitado. Em alguns casos, o tubo também será pré-classificado em tubos “básico” e “dourado”, dependendo da facilidade de encaixar esses tubos. O tubo dourado, que é o melhor dentre eles, será selecionado sempre que houver uma seção crítica da tubulação a ser construída, como uma travessia de rio ou área sujeita a VoV.
- Melhor refinamento por tubo de sequenciamento: nesta versão final, o tubo a ser usado, por exemplo, para um riser de catenária de aço (SCR), é carregado no barco em uma ordem específica. Embora sofram das leis do retorno decrescente, os benefícios de reduzir o HiLo máximo de 0,7 mm para 0,5 mm (caso real) podem ser considerados suficientes para a seleção desse método.
